
SIMENS西门子PCL模块总代理商
   | 更新时间 2025-01-29 07:03:00 价格 请来电询价 品牌 西门子 型号 PLC模块 产地 德国 联系电话 19514738860 联系手机 19514738860 联系人 黄经理 立即询价 |

SIMENS西门子PCL模块总代理商 SIMENS西门子PCL模块总代理商
西门子变频器上海代理商
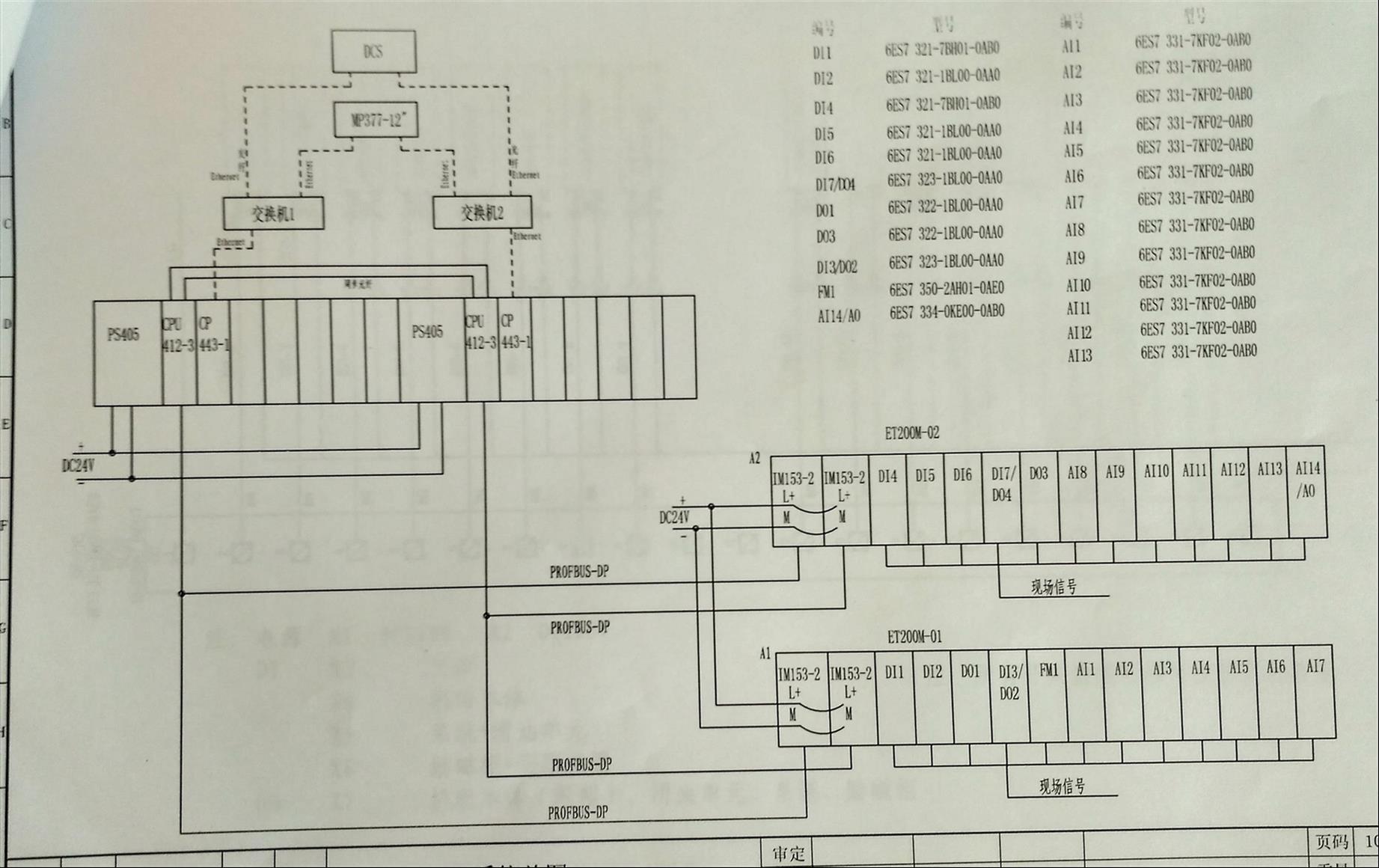
安装在各工位的分布式I/O模块ET200S和ET200eco通过现场检测元件和传感器将系统主要的监控参数(主要是开关量)采集进来,ET200S和ET200eco将现场模拟量信号转换为**的数据量,通过zui高速度可达12M的Profibus-DP现场总线网络将采集数据上传到*控制器,控制器根据具体工艺要求进行处理,再通过Profibus-DP网络将控制下传给ET200S,实现各工位的控制流程。 PROFIBUS是应用zui广泛的过程现场总线系统。PROFIBUS有三种类型:FMS、DP和PA。PROFIBUS-FMS可用于通用自动化;PROFIBUS-DP用于制造业自动化;PROFIBUS-PA用于过程自动化。使用PROFIBUS过程现场总线技术可以使硬件、工程设计、安装调试和维修费用节省40%以上。PROFIBUS-DP的技术性能使它可以应用于工业自动化的一切领域,包括冶金、化工、环保、轻工、制等领域。除了安装简单外,它有*的传输速率,可达12Mbits/s,通讯距离可达到1000米,如果加入中继器可以将通讯距离延长到数十公里,具有多种网络拓扑结构(总线型、星型、环型)可供选择。在一个网段上zui多可连接Profibus-DP从站即ET200S或是ET200eco 32个。
整个控制系统根据工艺划分由转台、举升台、举升转移台、翻转机五种工位组成。各部分可独立完成各自的控制任务,并通过工业以太网实现和上位监控系统的连接,由上位系统实现各部分的协调控制。
装配I线工程PLC控制系统和网络通讯系统具有下列特点:
(1)计算机集成自动化过程控制系统,分布式、高可靠性、高稳定性。
(2)从站作为相对独立的系统分散控制各个工位的运行
)关于接触器的硬件互锁。对于转台工位,转台有正转和反转两种工作状态,因此转台的回转电机需要有一个负荷开关和两个接触器一并来控制(而举升电机一般只需要一个负荷开关和对应的一个接触器即可进行控制),接触器分正转接触器和反转接触器,输入端为380AV。正转接触器的三相电压A、B、 C分别和反转接触器的C、B、A短接。如图2所示,当程序在执行过程中,若存在某些漏洞使得正转接触器和反转接触器的输出点同时置1时,则会出现正转接触器和反转接触器各自的A相和C相短接,造成接触器短路损坏,主电源开关跳闸。为了避免这种事故的发生,首先保程序中不能出现两个接触器同时置1的情况,其次即是采用接触器上硬件互锁,如图2所示,点Q1、点Q2是输出控制点,Q1两端本应接在正向接触器的两个输入端子,同理, Q1两端本应接在正向接触器的两个输入端子,但是改接成如图所示。接触器上有自带的一个常开点和一个常闭点,互锁中只需用到常闭点,当输出点Q1闭合时,正向接触器上常闭点随之断开,则Q2输出点两端之间不可能形成回路,也就不会出现短路跳闸的事故。
(3)该项目中涉及到的变量数目较多,根据现场情况随时可能有更改,为了便于管理,采取S7程序界面和Wincc人机界面共用一套变量。这样可以将建立变量的工作量减少一半,也将出错概率减少一半。先安装step7软件,之后自定义安装Wincc软件,将Wincc通讯组件安装完整。然后在 step7软件中插入OS站,可点击右键打开并编辑Wincc项目。在Wincc项目中需要引用变量的位置进行变量选择,出现变量选择对话框,即可在 step7项目变量表中选择需要的变量,从而保证人机界面和下位机所用变量的*性。
3.3 系统控制功能
(1)手自动回路的切换
在Wincc人机界面上可以很方便地知道每个工位的手自动状态,但是手自动状态的切换是在从站的控制箱面板上实现的。在自动状态下,工位的操作全由下位控制,可实现全自动控制机械的操作流程。在手动状态下,操作具有自保护功能,在某些机械操作动作下通过软件互锁可杜绝相应的危险动作的发生。
(2)安全保护
上位监控系统设定了若干级操作密码,管理员和操作员分别有自己的操作权限,且操作员在进行操作时有必要的警告提示框和信息提示框出现。
(3)查询源程序代码
当上位机画面显示某个工位出现故障时,可从画面直接点击按钮进入相应的下位机梯形图程序界面,即可迅速查找出故障的根本原因,节省了维修时间。
(4)故障报警和报表打印
当设备出现故障时,报警框中会出现提示,并伴随有声音报警。操作员可根据需要打印与生产相关的报表信息。
4 结束语
西门子S7300 CPU通过两条profibus-DP网络连接若干ET200S和ET200eco从站构成的集中分散式控制系统已经在该发动机装配线成功投运,能够保证生产线连续稳定地生产,尤其在机械动作灵敏度上有较大提高,完全满足了用户的要求。工作小时累计是工程机械设备一个*的功能。一方面它是企业与客户之间履行保修条款的重要的数字证据;另一方面也是用户施工结算的有效工作数据。传统的小时计大都是电磁机械式的,也有用液晶式的。随着科学技术的不断发展,plc(可编程序控制器)在工程机械设备上被广泛应用。三一重工股份有限公司在所有的产品中全部使用了siemens公司的S7-200PLC,使产品的可靠性、控制精度、智能化程度、扩展性都有了很大的提高。S7-200功能强大、资源丰富,用它来实现工作小时累计是可行的,传统的小时计可以省掉。
硬件组成
在现有的S7-200PLC电气系统中,不需要增加任何资源。在外部计时条件满足的情况下,CPU开始计时,同时,计时数据通过PPI电缆传到人机界面显示。
软件设计
计时器。利用系统的特殊寄存器标志位SM0.5作为计时脉冲,接通一次(或断开一次)为1秒,用计数器累计时间,满60向前进位。
时间累计。实时的小时计是*次的累计时间加本次的工作时间。H=h0+h1。
时间存储。用*存储的方式存储时间数据到EEPROM存储器

编辑
· 针对低性能要求的模块化中小控制系统
· 可配不同档次的CPU
· 可选择不同类型的扩展模块
· 可以扩展多达32个模块
· 模块内集成背板总线
· 网络连接 - 多点接口 (MPI), -PROFIBUS或-工业以太网
· 通过编程器PG访问所有的模块
· 无插槽限制
· 借助于“HWConfig"工具可以进行组态和设置参数
产品特点编辑
· 循环、处理速度高
· 指令集功能强大(包含350多条指令),可用于复杂功能
· 产品设计紧凑,可用于空间有限的场合
· 模块化结构,设计更加灵活
· 有不同性能档次的CPU模块可供选用
· 功能模块和I/O模块可选择
· 有可在露天恶劣条件下使用的模块类型
工作原理编辑
· PLC采用循环执行用户程序的方式。OB1 是用于循环处理的组织块(主程序),它可以调用别的逻辑块,或被中断程序(组织块)中断。
·在起动完成后,不断地循环调用OB1,在OB1 中可以调用其它逻辑块(FB, SFB, FC 或SFC)。
·循环程序处理过程可以被某些事件中断。
·在循环程序处理过程中,CPU 并不直接访问I/O模块中的输入地址区和输出地址区,而是访问CPU 内部的输入/输出过程映像区(在CPU的系统存储区)
编程工具编辑
使用STEP7软件对S7-300进行编程,目前S7-300新的编程软件版本为STEP7 V5.5 SP2。
STEP7包含了自动化项目从项目的启动、实施到测试以及服务每一个阶段所需的全部功能
 请联系我们询价
请联系我们询价 请联系我们询价
请联系我们询价 请联系我们询价
请联系我们询价 请联系我们询价
请联系我们询价 请联系我们询价
请联系我们询价 请联系我们询价
请联系我们询价- 请联系我们询价
- 请联系我们询价
 请联系我们询价
请联系我们询价 请联系我们询价
请联系我们询价








- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
- 请联系我们询价
 请联系我们询价
请联系我们询价- 请联系我们询价
 请联系我们询价
请联系我们询价


联系方式
- 电 话:19514738860
- 联系人:黄经理
- 手 机:19514738860
- 微 信:19514738860










